測定方法に関する質問
質問をクリックしてください。
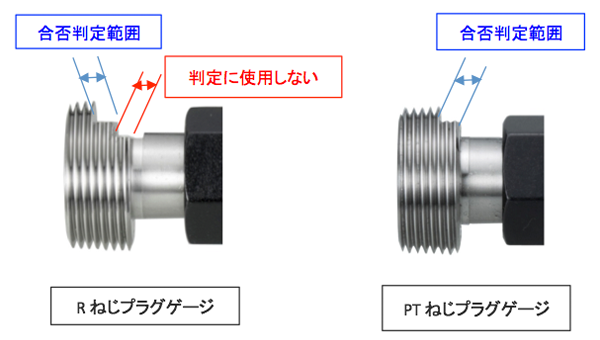
管用テーパねじプラグゲージで、Rねじのテーパねじプラグゲージは切欠きが2段ありますがどのように使うのでしょうか?
また、PTねじのテーパねじプラグゲージは切欠きが1段だけですがどうしてですか?
Rねじのテーパねじプラグゲージの切欠きは2段ありますが、合否判定に使用する切欠きはねじの小端側の1段だけです。
大端側の2段は寸法を決めるため(基準径の位置を表しています)の段なので判定に使用しません。PTねじのテーパねじプラグゲージは大端側端面で基準径寸法を決めているので、切欠きが1段だけになっています。
詳しくは、JIS B 0253:1985を参照ください。
管用テーパねじの測定においてPT規格の製品をR規格の管用テーパねじで測定できますか?
また管用平行めねじPSやRpをPTもしくはRのテーパねじプラグで検査する理由はなんですか?
PT規格とR規格の製品の基準寸法が同じため使い方を混同しているケースがあります。
めねじ加工用のタップ規格がPTとRに区分けがないことも起因していますが測定においては従来JIS規格のPTと新JIS規格のRでは形状寸法が違うため判定に差異が生じます。
ゲージでの測定においては図面指示に基づいた規格のゲージを使用することをお勧めします。
平行めねじであるPSやRpの製品めねじと接続するおねじはテーパねじのため、検査は当然管用テーパねじプラグゲージのPTやRで行います。
新品の ねじリングゲージ を保有している はめあい点検ねじプラグゲージ で受入検査したところはめあい点検プラグゲージが入りません。このねじリングゲージは不良品ですか?
はめあい点検ねじプラグゲージにも、製作許容差があり、その許容差内の出来栄えで、ねじリングゲージに入るもの入らないものが存在します。
通常は、弊社保有の管理されたはめあい点検ねじプラグゲージを使用しておりますので不良ではありません。
保有されているはめあい点検ねじプラグゲージにて受入検査をされる場合には、ご理解の上でお使い頂くか、ねじリングゲージ製作時に、はめあい点検ねじプラグゲージを弊社へ貸与して頂く必要があります。
新品の通りねじリングゲージ(GR)なのに、通りねじプラグゲージ(GP)が通らないのはなぜですか?
おねじとめねじの互換性を保つための限界ねじゲージの寸法設定位置関係において、通りねじリングゲージと通りねじプラグゲージは嵌り合いません。標準ねじゲージの場合は嵌り合いますので、設定の違いを規格や資料で認識していただく必要があります。
止り側ねじプラグゲージで製品を検査するとゲージが何回転かねじ込まれる場合があります。
止り側ねじゲージが2回転を超えてねじ込まれていないか回転数の判定が判りづらく困っています。
分かりやすい方法がありますか?
止り側ねじプラグゲージを例としますと、どのくらいねじ込まれたか回転数を確認するためには止り側ねじプラグゲージを製品に入る位置までねじ込み、止った位置から引っ張り加減にねじプラグゲージを抜いてゆき、ねじプラグゲージと製品が外れるまでの回転数を数えるとねじ込まれた回転数を判定しやすくなります。
止り側ねじリングゲージ使用時も同様に、ゲージを抜いてゆき回転数を判定してください。
タップにてめねじの加工をおこなっていますが取引先からねじ深さの管理をするように指摘されました。
どのように測定すればよいでしょうか?
ねじの深さ測定については目盛付等、機能付ゲージを使用すると簡単に測定できます。
なお、指示寸法がねじ部の完全山からかもしくはねじ部端面からか明確にする必要があります。
この他にも様々なワークの形状に適した機能付ゲージを製作いたしますのでご相談下さい。

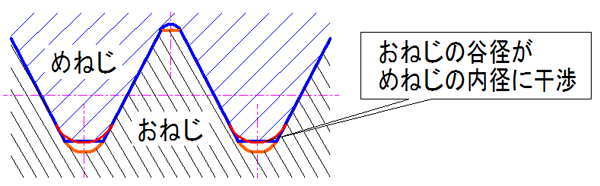
ねじ部の受入検査で通りねじリングゲージが入らないと指摘されました。
製作時に、ねじゲージは使用していませんが、外径、有効径もJIS規格通りに加工しているのになぜですか?
製品ねじの谷の径やその形状が悪いことに起因していることが考えられます。
この場合、通りねじリングゲージの内径と製品ねじの谷底が干渉しているので、ダイスのねじ山先端やねじ切りバイトのノーズRを確認する必要があります。
これで解決できない場合は、有効径が限界値に近すぎたり、ピッチや、ねじ山角度に問題があることになります。
製作時には、常にねじゲージを使用することをお勧めします。